




24.09.21
Как подобрать сверло под метчик
Как подобрать сверло под метчик
На подготовительном этапе к такой технологической операции как резьба посадочного места необходимо вначале правильно подобрать сверло под метчик. Его диаметр должен точно соответствовать инструменту, иначе возникнут сложности, которые негативно отразятся на качестве работы. Прочные твердосплавные сверла для резьбы можно заказать в нашей компании «Микрон». Вся продукция соответствует стандартам ГОСТа.
Особенности выбора сверл для подготовки черновой резьбы
Размеры сверл под метчики для нарезки резьбы подбирают в зависимости от этапа подготовки посадочного места. Создание черновых отверстий требует соблюдения следующих правил:
- Сверло нужно подбирать строго под обрабатываемую деталь, вернее под материал, из которого она сделана. В большинстве случаев используется инструмент, изготовленный из стали с примесью кобальта. Если проводится обработка сложных и очень твердых заготовок, то следует применять сверла из твердых сплавов;
- Отверстие предварительно обрабатывается зенковкой, после чего в нем делают фаску. Это обеспечивает лучшее центрирование метчика и простоту захода шпилек, болтов и других видов крепежа;
- При выборе диаметра сверла под метчик учитывают свойства материала. Параметры отверстий у вязких и мягких металлов будут другие по сравнению с твердыми и хрупкими. К примеру, в мягких заготовках D сверла для резьбы типа М8 – 6,8 мм, а для твердых - 6.7 мм;
- При обработке хрупких материалов, например чугуна, размер чернового отверстия рекомендуется уменьшить на 1/10 мм.
Точные параметры отверстий и предельные отклонения определены стандартами ГОСТ. В этом документе также указаны особенности посадочных мест в вязких и мягких материалах. Если резьбонарезание требует предельной точности, то ориентируются на ГОСТ. Приведенные ниже таблицы диаметра сверла под резьбу метчика и положения ГОСТ используют с целью получения качественных отверстий и исключения поломки оборудования.

Используемые инструменты
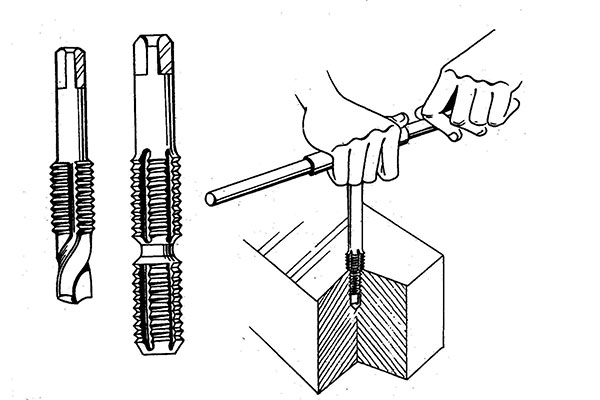
Перед резьбонарезанием определяется диаметр посадочного места и производится его сверление. После этого используется метчик для нарезания резьбы – винтообразное устройство с режущими канавками, расположенными вдоль оси. Канавки делят рабочую часть на сегменты – гребенки с острыми краями.
Чтобы резьба получилась аккуратной и соответствовала требуемым геометрическим параметрам, ее нарезают постепенно, поэтапно снимая тонкие слои металла. Именно поэтому используют комбинированные метчики с разделенной на 3 части рабочей зоной (для грубой обработки, для растачивания канавок и для финишного этапа), либо наборы инструментов для предприятий. Единичные метчики с одним геометрическим параметром по всей длине стержня применяют в тех случаях, когда нужно обновить параметры резьбового отверстия.
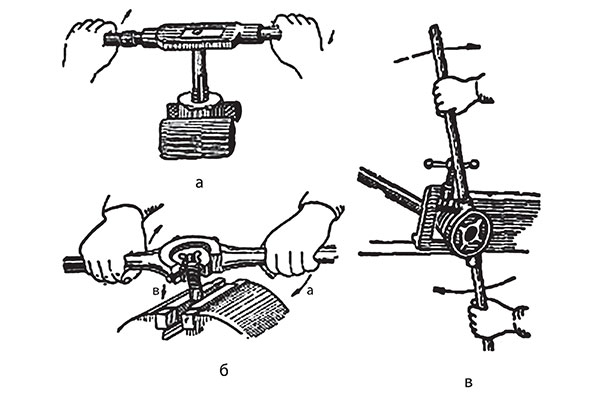
Метчик чаще всего используется вместе с метчикодержателем или иначе воротком. Размер его посадочного отверстия должен совпадать с параметром хвостовика устройства.

Технология выполнения внутренней резьбы
Метчик в процессе формирования канавок не только срезает слой металла, но и продавливает материал. Поэтому диаметр сверла должен быть чуть меньше (на 0,5-0,7 мм), чем диаметр подготавливаемой резьбы.
В таблицах ГОСТа указаны D со стандартным и уменьшенным шагом. Рассчитать D металлорежущих сверл с коническим хвостовиком для метрических резьбовых отверстий можно и самостоятельно. Но для этого нужно знать диаметр предполагаемой резьбы. Из этого значения вычитают шаг резьбы, который можно посмотреть в таблице соответствия сверла и метчика.
Если для подготовки посадочного места применяется трехзаходный метчик, то определить диаметр отверстия можно по формуле До = Дм х 0,8. Первое значение это непосредственно нужный диаметр, а Дм – диаметр метчика.
Внутренняя резьба делается в несколько этапов:
- Сверло закрепляется в патроне станка или дрели, на его поверхность наносится смазка (скипидар, керосин, машинное масло). Обороты должны быть выставлены невысокие;
- С помощью керна или молотка делается углубление;
- Перед сверлением нужно убедиться, что сверло расположено строго перпендикулярно, а сама заготовка прочно закреплена в тисках;
- После сверления, используя сверло чуть большего размера, делают фаску;
- После предварительной подготовки приступают к нарезанию. Для грубой черновой обработки используется метчик 1. После двух оборотов по ходу часовой стрелки, один делают в противоположную сторону, это необходимо для удаления образующейся стружки. После черновой работы используют метчик 2, затем 3.
В ходе выполнения манипуляции нужно учитывать, что движения не должны быть слишком затруднены. Если чувствуется сильное препятствие, то стоит повторно использовать предыдущие метчики или тщательно удалить всю стружку из углубления.
Виды резьбы и параметры
Резьбу классифицируют на разные типы по нескольким параметрам, это:
- Единицы, в которых исчисляется диаметр. Чаще всего это метрическая и дюймовая система;
- Форма профиля – круглая, трапециевидная, треугольная;
- Количество заходов нитей – 1,2 или 3;
- Направление, в котором витки поднимаются – левое или правое;
- Форма – коническая или цилиндрическая;
- Внутренняя или наружная;
- Назначение – ходовая, крепежная или крепежно-уплотнительная.
Перечисленные выше параметры определяют вид резьбы(и соответственно размеры сверл под метчики), она может быть:
- Цилиндрической (MJ);
- Метрической (M) и конической (МК);
- Трубной (маркировка G или R);
- С круглым профилем (Е);
- Круглой для использования в сантехнических устройствах (Кр);
- Трапецеидальной (Tr);
- Упорной (S ) и упорной усиленной (S45);
- Дюймовой (BSW, UTS или NPT);
- Используемой при креплении труб в нефтяных скважинах.

Подбор сверла для метрических метчиков
Стандартными метчиками считаются устройства от М3 до М12. Какие нужны сверла под метчики под резьбу метрическую с крупным шагом можно узнать из таблицы
| Метчик (резьба/основной шаг) | Диаметр отверстия (⌀ сверла), мм |
|---|---|
| М3х0.5 | 2.5 |
| М4х0.7 | 3.3 |
| М5х0.8 | 4.2 |
| М6х.1.0 | 5.0 |
| М8х1.25 | 6.8 |
| М10х1.5 | 8.5 |
| М12х1.75 | 10.2 |
| М14х2.0 | 12.0 |
| М16х2.0 | 14.0 |
| М18х2.5 | 15.4-15.6 |
| М20х2.5 | 17.4-17.6 |
Если отверстие подготавливается в заготовках, которые будут использоваться в быту, то можно воспользоваться старым методом подбора. Например, нужно подготовить резьбу М8*1,5:
- Номинальный диаметр – 8 мм;
- Шаг соответствует 1,5;
- Из 8 отнимаем 1,5, получается 6.5.
То есть размер сверла получается 6,5. Допускается округление полученных значений до большего.

Размеры сверл для трубных (дюймовых) метчиков
Подбор сверла под дюймовый метчик проводится по нижеприведенной таблице.
| G | Шаг резьбы, мм | Число ниток на 1 дюйм | ⌀ сверла под резьбу, мм | ⌀ отверстия под резьбу, мм | ||
| Номинальный | Предельные отклонения для классов точности | |||||
| A | B | |||||
| G1/8 | 0.907 | 28 | 8.7 | 8.62 | +0.1 | +0.2 |
| G1/4 | 1.337 | 19 | 11.5 | 11.5 | +0.12 | +0.25 |
| G3/8 | 1.337 | 19 | 15 | 15 | +0.12 | +0.25 |
| G1/2 | 1.814 | 14 | 18.75 | 18.68 | +0.14 | +0.28 |
| G5/8 | 1.814 | 14 | 20.75 | 20.64 | +0.14 | +0.28 |
| G3/4 | 1.814 | 14 | 24.25 | 24.17 | +0.14 | +0.28 |
| G7/8 | 1.814 | 14 | 28 | 27.93 | +0.14 | +0.28 |
| G1 | 2.309 | 11 | 30.5 | 30.34 | +0.18 | +0.36 |
| G1 1/8 | 2.309 | 11 | 35 | 35 | +0.18 | +0.36 |
| G1 1/4 | 2.309 | 11 | 39 | 39 | +0.18 | +0.36 |
| G1 3/8 | 2.309 | 11 | 41.5 | 41.41 | +0.18 | +0.36 |
| G1 1/2 | 2.309 | 11 | 45 | 44.9 | +0.18 | +0.36 |
| G1 3/4 | 2.309 | 11 | 51 | 50.84 | +0.18 | +0.36 |
| G2 | 2.309 | 11 | - | 56.7 | +0.18 | +0.36 |
| G2 1/4 | 2.309 | 11 | - | 62.8 | +0.22 | +0.43 |
| G2 1/2 | 2.309 | 11 | - | 72.27 | +0.22 | +0.43 |
| G2 3/4 | 2.309 | 11 | - | 78.62 | +0.22 | +0.43 |
| G3 | 2.309 | 11 | - | 84.97 | +0.22 | +0.43 |
| G3 1/4 | 0.907 | 11 | - | 91.07 | +0.22 | +0.43 |
| G3 1/2 | 1.337 | 11 | - | 97.42 | +0.22 | +0.43 |
| G3 3/4 | 1.337 | 11 | - | 103. 77 | +0.22 | +0.43 |
| G4 | 1.814 | 11 | - | 110. 12 | +0.22 | +0.43 |
| G4 1/2 | 1.814 | 11 | - | 122. 82 | +0.22 | +0.43 |
| G5 | 1.814 | 11 | - | 135. 52 | +0.22 | +0.43 |
| G5 1/2 | 1.814 | 11 | - | 148. 22 | +0.22 | +0.43 |
| G6 | 2.309 | 11 | - | 160. 92 | +0.22 | +0.43 |

Как подобрать сверло под бесстружечный метчик
Метчики-раскатники применяются для выдавливания резьбы. Это бесстружечный способ, при котором металл деформируется в разные стороны от оси отверстия. Поэтому при черновой обработке место подготавливается большего параметра по сравнению с тем, когда нарезка делается со стружкой. Так для нарезания М8 с шагом в 1,5 потребуется инструмент с Д 6,5, а для раскатывания черновая работа проводится сверлом 7,45 мм.
|
Подбор сверл под трапецеидальную резьбу
Трапецеидальной называют ходовую, самотормозящую резьбу с высокой силой трения, Используется в подъемных технологиях, так как дополнительной фиксации не требует. Детали с трапецеидальным резьбовым отверстием используются в токарных станках, в вилочных погрузчиках, в прессах.
Таблица для выбора сверла под метчик для трапецеидальной резьбы
| Метчик | Диаметр сверла, мм | Метчик | Диаметр сверла, мм |
|---|---|---|---|
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19.25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |

Диаметры сверла под метчики UNC/UNF
В России такие устройства используются редко, в основном на предприятиях, занятых изготовлением заказов из зарубежных компаний. UNC обозначает крупную резьбу, UNF более мелкую. Подобрать инструмент для UNC правильно поможет ниже приведенная таблица.
| Резьба х Ниток на дюйм | Диаметр сверла, мм | Резьба х Ниток на дюйм | Диаметр сверла, мм |
|---|---|---|---|
| 1/4х20 | 5.1 | 7/8х9 | 19,5 |
| 5/16х18 | 6.5 | 1х8 | 22,25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30,75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39,5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
Помимо основных таблиц, приведенных в статье, при выборе оборудования стоит знать и основные положения ГОСТа 19257-73, 21348-75 и 18844-73. В них описаны все стандарты, применяемые на производствах при создании отверстий с разными диаметрами и типами резьбы.
Металлорежущий инструмент от производителя всегда можно заказать в нашей компании Микрон. Вся представленная в каталоге продукция изготовлена по ГОСТу и имеет все необходимые сертификаты. Наши консультанты смогут подсказать по телефону, как подобрать сверло под метчик. Постоянными клиентами Микрон являются металлообрабатывающие производства, машиностроительные предприятия, организации, относящиеся к атомной и нефтедобывающей отрасли. На складе всегда есть большое количество инструментария, поэтому отгрузка заказанного товара проводится сразу после обработки заявки.